Everyone should read
Capital in the 21st Century by T. Piketty. I do not care if you have to sit here for 5 years with a dictionary and 5 economics texts and puzzle it out word by word, sentence by sentence and chapter by chapter, you should read it. And by "read", I mean really think about it doing the math for all of his cases your self to make sure you understand what he is saying, and then doing the math for the cases that he does not address.
Core to Piketty's arguments is the Victorian idea that some deserve to be rich. This gives them the right to underpay workers, take natural resources, and otherwise do whatever was necessary to get rich. America was opened up by trading companies that exploited the natural resources such as gold, cod, and beaver. The kings of France and Spain got rich as did the Hudson Bay trading company, but the trappers, fishermen, and soldiers got very little. However, the real wealth extraction and capital formation came with the building of the US railroads, and men like Carnegie, Rockefeller, Dupont, Huntington, Morgan, Gary and their ilk.
These men were just greedy - in many ways, true sociopaths. The underpaid their workers, and by extension the worker's families. They were willing to defraud the US government, and by extension all other taxpayers. They stole federal land by enclosing it so there was no access. They failed to pay royalties on timber, grazing land, and mining. And, they disposed of their waste in ways that imposed costs on others. Ultimately, this cavalier waste disposal will drive AGW, which will cause more dollar damage to the rich than to the poor.
They were rich, and therefor admired and lionized. Society came to admire the "tough' business man that could get the deal he wanted. They were followed by another generation of corporate managers such as Sloan, Kaiser, Watson, and Hughes.
Corporate managers were considered the heros of the capitalistic economic system, even when they sent coal miners down into the mines without medical benefits or even fair prices at the company store. Overall corporate managers were cavalier about proper disposal of waste - including CO2 from all industrial processes.
All of this created enormous wealth, much of which is now held by the 1%.
However, much of that wealth formation involved the release of CO2 into the atmosphere. We made things using the energy from coal and tossing the CO2 into the sky. We used oil to transport things and tossed the CO2 into the sky. We encouraged everyone to fly everywhere, and tossed the CO2 into the sky. We have known about the problems of emitting CO2 for more than 100 years. The Club of Rome commissioned a study by Jay Forester, and pollution was part of the scope. President Johnson raised the issue in the 60s. As a chemical engineering student in the 70s, I was expected to understand the topic in some detail, but industry was not paying much attention to the issue. In 1990, the IPCC set about to prove that CO2 was not an imminent problem. In 2007, the IPCC told us the Arctic sea ice would last at least to 2100, and in fact, since then we have seen significant retreat of Arctic sea ice.
This raises doubts as to the quality of IPCC models. there are the obvious issues of the models not addressing ice dynamics and carbon feedbacks. There may also be deeper issues where the science is expressed in differential equations and at the modeled grid level, the domain become discontinuous in ways not fully addressed by the "solvers".
So here we are in January of 2015, with many new disclosures of GIS melt mostly relating to the 2012 season at the SF AGU conference. However, on Christmas day after the conference, there were places on Greenland seeing 50 knot winds at temperatures above freezing.
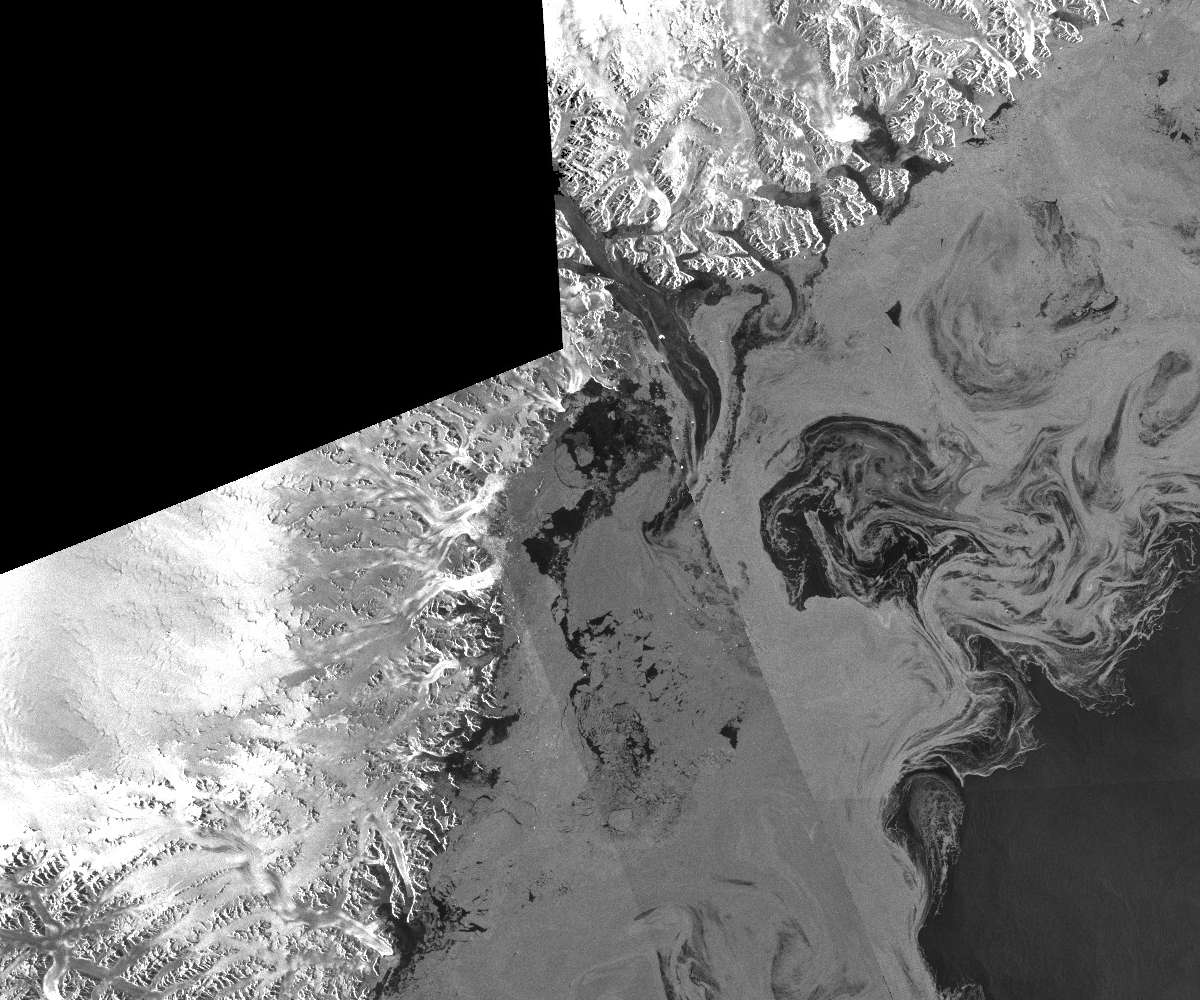
That brings us to :
Which shows today's Kangerlussuaq Sentinel-1 2015-01-16 image (http://ocean.dmi.dk/arctic/images/MODIS/Kangerlussuaq/20150116s01a.ASAR.jpg) including outfall from fjords and melt in the Greenland sea.
Unfortunately, the 2012
Greenland melt season was a powerful clue that we can start expecting increased
melt events on Greenland, ultimately resulting in ice collapse events that
suddenly raise sea level. These are driven by the CO2 tossed into the air by the Captains of Commerce and their clients.
For a hint, look at the glacier calving event
shown in minute 64 of the movie Chasing Ice. (also at https://www.youtube.com/watch?v=hC3VTgIPoGU
) Opening up the fjord allows ice to then slide in from both sides,
and repeat the process for rapid export of ice from the ice sheet in to the
ocean. However, an ice/water slurry can also flow down a 2% grade, and an
ice sheet can contain enough potential energy to rapidly convert large
volumes of ice into an ice/water slurry as part of progressive
collapse.
In the last interglacial
period, sea level rose ~ 40 feet in ~500 years, and this rise may have been
concentrated in a few brief events. Now, climate forcing is much greater
than the gentile orbital forcing of that period, so I see no reason why sea
level rise in the next several decades could not be much more abrupt than in
the last interglacial.
Abrupt sea level rise will
destroy infrastructure/capital, resulting in a loss of capital beyond insurance
and financial hedging. It will also ensure the stranding of large amounts
of fossil fuels, and the infrastructure to extract fossil fuel. This will
be a blow to the balance sheets of corporations and their owners. It will
change our view of fossil fuel use, such as for air travel, resulting in loss
of value in assets related to air transport and travel. (And, a great
many air ports are near sea level.)
Some of the first affected
industrial facilities will be the petrochemical plants in the South Pacific
which produce the gray plastic used around the world to bed microprocessors,
and which are near sea level. Thus, abrupt sea level change will affect all
electronics including cell phones, internet, industrial control systems, and
even autos, trucks, and tractors. Loss of Malaysian petrochemical facilities
means that there are not repair parts for farm tractors - anywhere.
The local blacksmith cannot make microprocessors, and just in time production
means that there are not warehouses of parts/ microprocessors stockpiled around
the world. This was proven by loss of global Toyota production after
the Fukushima Tsunami, and loss of global hard disk drive supplies after local
flooding in Bangkok. Just in time manufacture has changed the nature of
industrial dynamics.
Many of the industrial
facilities that produce fertilizers and pesticides are near sea level, and
today most farmers (even the Amish) have lost the skills necessary to grow
large amounts of food without industrially produced fertilizers and
pesticides. Without food, people starve and stop working. Without
labor, most capital is worthless. The Koch brothers do not know how to
operate the equipment in the mines that they own. Without labor,
stock certificates are just paper. Economics has forgotten what
famine does to an economy, even a capital based economy. These
days, we assume that we can import low cost labor and food from somewhere else,
but global warming is – global. There is nowhere else to get labor, and
the food to feed it.
These days we do not maintain
large stockpiles of food – we produce it just in time. One bad harvest,
and we have surges in the price of food. (Consider the current price of fresh broccoli! At the end of last week, one local market had it priced at $5.99/ lb!) Since the rich and the poor bid
for the same food, the poor may get priced out of the market. A couple of
years ago a surge in the price of soybeans caused workers at Malaysian
petrochemical facilities to leave and seek food in their home villages.
Management stepped in and subsidized food costs and work resumed.
However, this offers a hint that a global rise in food prices could
disrupt commodity pricing in industries that depend on cheap labor. Certainly
others have looked at food price driven inflation, but AGW is very likely to
cause short crops triggering shortages and high food prices. Sea level
rise offers sustained disruption of fertilizer and pesticide production
resulting in ongoing short crops.
A few companies raising wages would merely increase bidding on scarce food stocks, making it even more difficult for some workers to buy food for their families.
Genetics tells us that
previous periods of climate change over the last 3 million years resulted in
losses in hominid populations of between and 95% and 99% . Current climate
change involves much higher rates of forcing, so I expect proportionately higher
loss of population. Experience with the Black Death in the textile
industry circa 1400 warns us that it is difficult to maintain an industry
during periods of population loss. Today all of our industries are so
interconnected, that the failure of one industry is likely to take down other
industries. That is the failure of plastics takes down
microprocessors. Failure of microprocessors takes down production
of tractor parts. Failure of tractor parts takes down agriculture. This
is not storm flooding that recedes after a day or two, it is flooding that is
sustained and increasing. It is something we have not seem before, and thus
something that most cannot imagine. Failure of agricultural crops causes workers in industrial centers to move into
the country seeking food. That is, diversity of portfolio is not likely to
ensure retention of wealth.
In short, we can take climate
change to be a massive tax on wealth. It was foreseeable. And, the
rich brought it on themselves, in that they aggressively marketed consumption
of fossil fuel as a desirable activity. The owners and managers of
corporations did not pursue sustainability. Issues were raised circa 1970 by
the Club of Rome, and then promptly ignored. Limits to Growth was
thought to be wrong when plastics were substituted for metals and metal’s
prices did not rise as expected. However, the substitution of plastics
for metals resulted in a more fossil-fuel-energy intensive economy, that
emitted more CO2 into the atmosphere. The production of CO2 associated
with plastics was real economic cost, that was not recognized at the
time. Thus, the real net cost of metals, and metal’s substitutes (i.e.
plastics) did increase. The real net cost of substituting plastics
for metals is greater concentrations of CO2 in the atmosphere, and will be
expressed as damages from AGW.
What most people see as
wealth and capital, I see as a borrowing (debt) against future environmental
conditions. The cost and penalties of such borrowing far exceed the
value derived from the borrowing, and those costs and penalties exceed anything
the borrowers or society as a whole can imagine. The rich have few skills
suited to an economy of limited capital. On the other hand the poor, have
skills for dealing with limited capital. I expect a certain reversal of roles
between rich and poor, in a period of AGW.
The accounting offered by the
IPCC is funded, reviewed and approved by the same governments that condoned and
facilitated emissions of CO2 into the atmosphere. My guess is that
governments would prefer to avoid panic(s).
The bottom line is that the curves in Capital, do not reflect the real net costs of increased
concentrations of CO2 in the atmosphere. Payback will be taken from
physical capital and infrastructure. This will hurt everyone, but it will
hurt the owners more.
A modern farmer may control millions of dollars worth of capital, but if he has a home garden, he uses industrially produced fertilizer and pesticide. A commercial farmer is not likely to have the skills to raise adequate food for his family without commercial fertilizers and pesticides. The organic gardener, with the skills to produce food without commercial fertilizers and pesticides, is not likely to control millions of dollars worth of capital. The poor will have more food.
Can the rich by that food? With what? Under such conditions, food is the ultimate trade good. Suddenly the organic gardener with skills, a spade and a hoe is the rich one.
However, the skills to make warm, durable, clothing do also have value. Now, you know why I am so interested in basic clothing.
Now, you know why I wanted a faster spinning wheel








.jpg)